
單沖壓片機沖頭斷裂原因分析
- 2022-08-04-
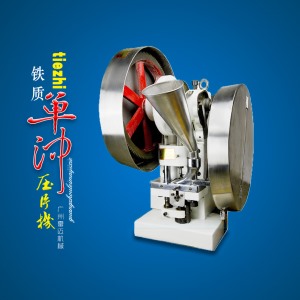
單沖壓片機主要用于將顆粒狀、粉末狀的配方原料壓制成各種所需的圓形、長方形、橢圓形等形狀。適用于制藥廠、化工廠、食品廠批量生產各種片劑、糖片、鈣片。單沖壓片機大大節省了倉儲和零部件管理維護成本。同時,使用新的測力計組件不需要對單沖壓片機進行進一步的改進或新的工具,因此更換新的模板不會增加制造商對壓片機的依賴。
單沖壓片機沖頭因操作不當或垃圾清理不及時而斷裂。以下是六個常見的原因:
1.沖床端沖頭污垢太多或潤滑不足,沖頭難以上升,沖頭斷裂。
2.壓片時壓力過大,壓桿不穩,沖壓機壞了。
3.上導軌粗糙,毛刺等缺陷太多。
4.上凸模本身熱處理有裂紋,壓力機工作時凸模沿原裂紋斷裂。
5.沖頭本身加工精度太低,同軸度誤差太大。
6.因為上沖盤和中沖盤的沖壓同軸度誤差太大。
因此,沖床的清潔和維護尤為重要。
1.用銅刷扔掉沖頭上的附著物后,可以用絨毛粘上一點研磨膏打磨一面。不要用鋼絲刷扔。否則,很容易損壞板材表面。
2.如果被粘物太硬,無法直接去除,可以將沖頭在熱水中浸泡幾分鐘,然后就可以輕松去除被粘物,并及時晾干水分,防止生銹。
3.如果用戶處沒有車床,不如從市場上購買沖壓模具拋光機,價格也不貴。
4.此外,還應從藥物方面分析原因。脫模劑(潤滑劑)是否加得少,可以適量(5-10%)加一些硬脂酸鎂潤滑劑。
上一條: 中藥制丸機的制丸工藝
下一條: 全自動中藥制丸機技術參數
